
Berita
Rumah / Berita / Berita Industri / Panduan Utama Pelleting Dies Forging: Proses, Manfaat, dan Aplikasi
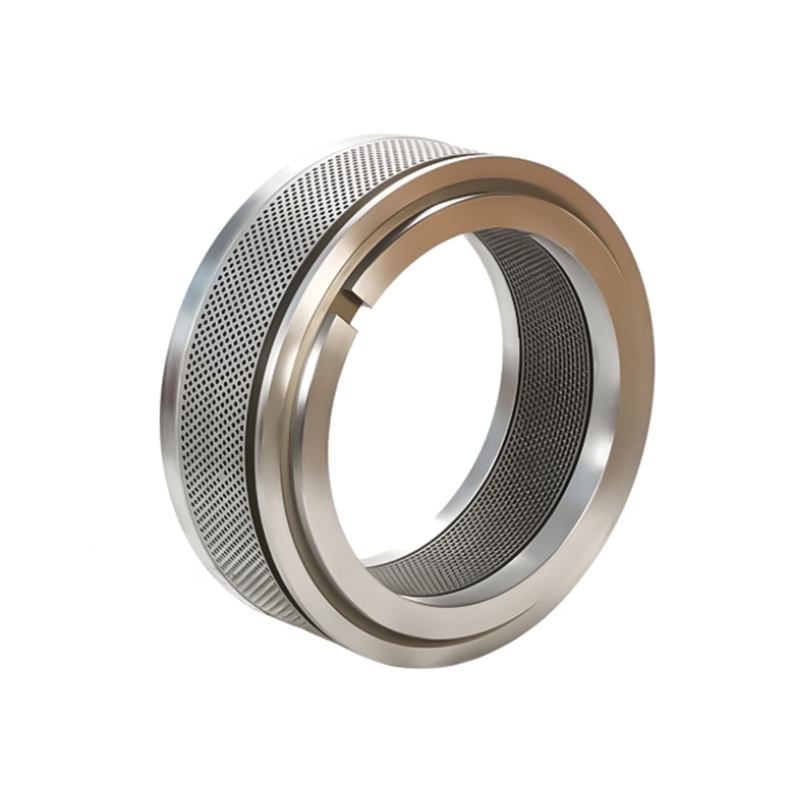
Dalam dunia industri manufaktur yang penuh tuntutan, kualitas pembentukan suatu komponen sangat menentukan kinerja dan umur panjangnya. Hal ini terutama berlaku untuk pelet mati penempaan , sebuah proses khusus yang penting untuk memproduksi cetakan yang tahan lama dan berpresisi tinggi yang digunakan di pabrik pelet di berbagai industri seperti biomassa, pakan, dan obat-obatan. Penempaan mengubah logam di bawah tekanan yang sangat besar, menciptakan struktur butiran yang lebih unggul dibandingkan dengan pengecoran atau pemesinan dari batangan batangan. Panduan ini mendalami seluk-beluk penempaan cetakan pelet, mengeksplorasi metode, keuntungan, dan mengapa ini merupakan pilihan utama untuk aplikasi tugas berat. Sebagai pemimpin dalam solusi penempaan canggih, Maiterio Group menggabungkan keahlian industri selama lebih dari 30 tahun dengan fasilitas canggih untuk menghasilkan komponen palsu yang memenuhi standar global tertinggi, termasuk untuk pelanggan terminal di sektor energi dan alat berat.
Cetakan pelet adalah bagian logam berbentuk silinder dengan lubang bor tempat material dikompresi untuk membentuk pelet. Mereka tahan terhadap tekanan siklik, abrasi, dan panas yang ekstrem. Penempaan bukan hanya sebuah pilihan tetapi suatu keharusan untuk cetakan berperforma tinggi, karena hal ini secara mendasar meningkatkan integritas internal logam.
Pilihan metode pembuatan cetakan pelet berdampak signifikan terhadap masa pakai dan keandalannya. Penempaan menawarkan keunggulan struktural yang berbeda dibandingkan proses lainnya.
Tabel berikut merangkum perbedaan utama:
| Properti | Cetakan Pelet Tempa | Cast Pelet Die | Mesin-dari-Bar Die |
|---|---|---|---|
| Struktur Butir | Aliran yang halus dan terarah | Kasar, acak | Tidak berubah dari bilah aslinya |
| Kepadatan & Porositas | Kepadatan tinggi, tidak ada porositas | Potensi porositas dan gigi berlubang | Tergantung pada kualitas bar |
| Kekuatan Kelelahan | Sangat Tinggi | Sedang hingga Rendah | Tinggi (tetapi tidak dioptimalkan) |
| Resistensi Dampak | Unggul | Lebih rendah | Bagus |
| Harapan Hidup | Terpanjang | Terpendek | Sedang |
Memproduksi cetakan pelet tempa yang unggul adalah proses multi-tahap yang teliti yang memastikan sifat material dan akurasi dimensi yang optimal.
Di sinilah keajaiban terjadi. Billet yang dipanaskan dibentuk menggunakan mesin penempaan cetakan terbuka atau cetakan tertutup.
Jalur penempaan kami yang dirancang sendiri di Maiterio Group memungkinkannya tunjangan penempaan yang lebih kecil dan kecepatan produksi yang lebih tinggi , mengurangi limbah material dan biaya dengan tetap menjaga kualitas.
Protokol perlakuan panas yang benar akan membuka potensi penuh dari struktur mikro yang ditempa. Ini secara langsung menentukan kekerasan permukaan cetakan, ketangguhan inti, dan ketahanan terhadap retak.
Tidak semua baja paduan diciptakan sama. Pilihan ini berdampak pada masa pakai, ketahanan terhadap kerusakan, dan efektivitas biaya secara keseluruhan. Misalnya, baja perkakas pengerjaan dingin dengan kromion tinggi menawarkan ketahanan aus yang sangat baik namun mungkin memerlukan perlakuan panas yang lebih hati-hati untuk menghindari retak dibandingkan dengan beberapa baja pengerjaan panas [1].
| Tipe Baja | Karakteristik Utama | Aplikasi Khas |
|---|---|---|
| Baja Pekerjaan Dingin berbasis Kromium (misalnya, 1,2379) | Ketahanan aus yang tinggi, pengerasan yang baik | Pelet pakan standar, bahan abrasif |
| Baja Kecepatan Tinggi Tungsten-Molibdenum | Kekerasan merah yang luar biasa, ketahanan aus yang tinggi | Pelet suhu tinggi, aplikasi yang menuntut |
| Baja Paduan Nikel-Kromium | Ketangguhan tinggi dan ketahanan benturan | Dies berdiameter besar, aplikasi bertekanan tinggi |
Kepatuhan terhadap standar kendali mutu yang ketat seperti ISO 9001 adalah hal yang mendasar. Hal ini melibatkan pemeriksaan ketat di setiap tahap:
Meskipun biaya unit awal cetakan palsu lebih tinggi daripada cetakan cor, Total Biaya Kepemilikan (TCO) seringkali lebih rendah. Itu analisis biaya cetakan pelet tempa vs cetakan harus mempertimbangkan:
Operasi penempaan yang andal bergantung pada ketepatannya pengaturan dan pemeliharaan mesin penempaan mati pelet . Hal ini mencakup pemeriksaan berkala terhadap cetakan, sistem hidrolik, dan elemen pemanas untuk memastikan suhu dan tekanan penempaan yang konsisten. Sebagai desainer dan pengguna jangka panjang jalur tempa, Maiterio Group memahami seluk-beluk mengoptimalkan pengaturan ini untuk produksi cetakan pelet.
Kompleksitas penempaan cetakan pelet menuntut mitra dengan integrasi dan keahlian vertikal yang mendalam.
Posisi unik kami sebagai pelanggan terbesar pabrik baja paduan papan atas menjamin tidak hanya harga baja paling kompetitif namun juga kontrol kualitas yang ketat dari bahan asal. Konsumsi internal kami memungkinkan kami menerapkan spesifikasi yang menjamin kemampuan tempa dan kinerja akhir.
Tim pendiri kami memiliki pengalaman menempa kepemimpinan selama lebih dari 30 tahun. Pengalaman ini diterapkan secara langsung pada jalur penempaan yang kami rancang sendiri, yang menghasilkan tunjangan penempaan yang lebih kecil—yang berarti lebih sedikit limbah material dan biaya pemesinan yang lebih rendah bagi klien kami—dan kecepatan produksi yang lebih tinggi dan lebih konsisten.
Dengan memegang sertifikasi ISO 9001 (Kualitas), 14001 (Lingkungan), dan 45001 (Kesehatan & Keselamatan Kerja), proses Maiterio Group bersifat transparan, dapat diulang, dan selaras dengan ekspektasi raksasa global di bidang energi, tenaga angin, dan industri berat.
Memilih pelet mati penempaan adalah investasi pada daya tahan, keandalan, dan efisiensi operasional. Kemampuan proses untuk menciptakan struktur metalurgi yang unggul tidak tertandingi oleh alternatif lain. Dengan berfokus pada aspek-aspek penting seperti perlakuan panas untuk pelet palsu mati , memilih yang benar baja paduan untuk pelet die forging , dan mematuhi ketat pelet mati penempaan standar kontrol kualitas , produsen dapat mencapai kinerja cetakan yang luar biasa. Sebuah menyeluruh analisis biaya cetakan pelet tempa vs cetakan mengungkapkan nilai jangka panjang yang sebenarnya, dan tepat pengaturan dan pemeliharaan mesin penempaan mati pelet rejimen memastikan kualitas produksi yang konsisten. Bagi mitra yang mencari pemasok yang mahir secara teknis dan terintegrasi secara vertikal, Maiterio Group menyediakan solusi lengkap mulai dari baja paduan premium hingga komponen yang ditempa dan dikerjakan dengan presisi, yang dirancang untuk aplikasi paling menuntut di dunia.
Keuntungan utamanya adalah struktur butiran internal yang jauh lebih unggul. Penempaan menghilangkan porositas, menghaluskan butiran, dan menyelaraskannya agar lebih tahan terhadap tekanan, sehingga menghasilkan kekuatan lelah, ketahanan benturan, dan masa pakai yang lebih lama secara signifikan.
Perlakuan panas (pengerasan dan temper) sangat penting. Ini menentukan kekerasan akhir untuk ketahanan aus dan ketangguhan untuk menahan retak. Cetakan yang tidak diberi perlakuan panas yang tepat, meskipun ditempa dengan sempurna, akan rusak sebelum waktunya.
Tidak ada satu pun paduan yang "terbaik"; itu tergantung pada aplikasinya. Baja paduan berbasis kromium seperti DIN 1.2379 adalah pilihan yang umum dan sangat baik untuk aplikasi umum dengan keausan tinggi. Untuk abrasi atau panas yang ekstrim, baja berkecepatan tinggi atau baja nikel-kromium dapat dipilih.
Sangat. Saat melakukan analisis biaya total, cetakan palsu hampir selalu memiliki total biaya kepemilikan yang lebih rendah karena masa pakainya yang lebih lama (mengurangi frekuensi penggantian dan waktu henti) dan kualitas keluaran pelet yang lebih konsisten.
Anda harus mengharapkan sertifikasi material, pemeriksaan dimensi dalam proses, inspeksi dimensi penuh akhir, pengujian kekerasan di beberapa lokasi, dan pengujian non-destruktif (seperti pengujian ultrasonik) untuk memastikan cetakan bebas dari cacat internal.
[1] Roberts, G., Krauss, G., & Kennedy, R. (1998). *Baja Perkakas* (Edisi ke-5). ASM Internasional. Sumber ini memberikan rincian metalurgi pada berbagai kelas baja perkakas, termasuk perilaku baja pengerjaan dingin dengan kromium tinggi selama perlakuan panas.
Jalan Gangcheng No.1317, Kota Daxin, Zhangjiagang, Jiangsu, Cina
Ada apa:+86-151 5156 6388 Terry Huang
+86-151 5156 6388 Terry Huang
+86-138 1299 2607 Maggie Xia
Terry Huang -VP of Sales
[email protected]
Maggie Xia -VP of Sales
[email protected]





